一些剛進入軸承行業的新銷售,總是會碰到一些客戶的驗收質量投訴,而又不知道如何處理,從而陷入退貨退款的尷尬局面,部分新銷售甚至會被客戶帶偏,也理所當然的認為是軸承質量問題。
我們花一些時間聊聊這些大家認為的軸承質量問題,或者質量瑕疵是如何來的?如何與客戶溝通并消除客戶的誤解。比如:調心滾子軸承滾道中出現的條紋痕跡
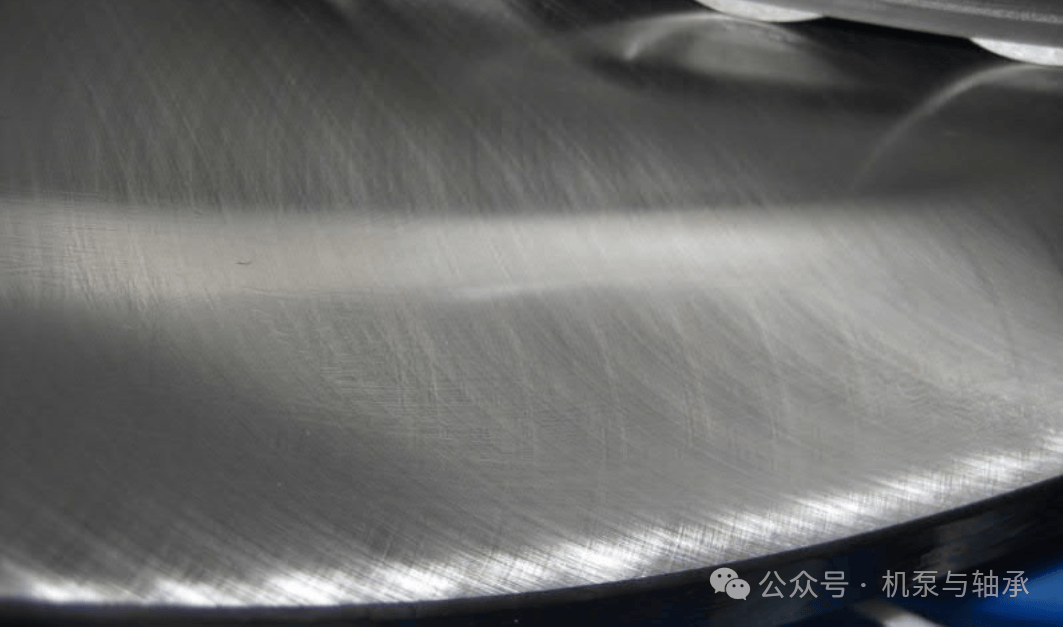
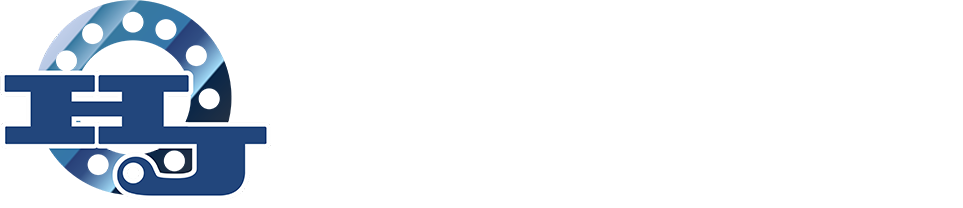
圖1:調心滾子軸承外圈滾道條紋痕跡一,調心滾子軸承外圈加工工藝滾道加工工藝流程為:硬車→粗磨(成形法)→探傷→終磨(范成法)→探傷。二,調心滾子外圈滾道加工-磨削在成形磨削中,砂輪磨削面的輪廓為目標輪廓,是經過某種特定的方式進行修整而成為滿足設計要求的幾何輪廓;被加工零件表面的輪廓為既有輪廓;成形磨削是以目標輪廓對既有輪廓進行修正,最終使既有輪廓變為目標輪廓。成形磨削是軸承零件磨削的一種重要方式,在球軸承溝道、調心滾子軸承內圈滾道和外圈滾道等的磨削過程中均會用到成形磨削。調心滾子軸承外圈滾道的磨削方法有:成形法和范成法1,成形法磨削:與一般直線滾道的切入法相同,其砂輪軸線與零件軸線平行,形成的磨削紋路與零件周向平行,如圖2右圖所示。成形法加工紋路見圖3,紅色箭頭指示處為外圈滾道的圓周方向,藍色箭頭處為成形法產生的磨削紋路;
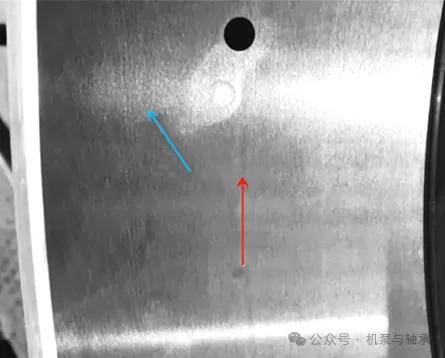
圖2:成形法加工紋路2,范成法磨削:范成磨削時,套圈做旋轉運動,砂輪除旋轉外,并沿著砂輪旋轉軸線做橫向進給運動見圖4。磨削后滾道表面成交叉弧面,因此可以降低加工后表面粗糙度。
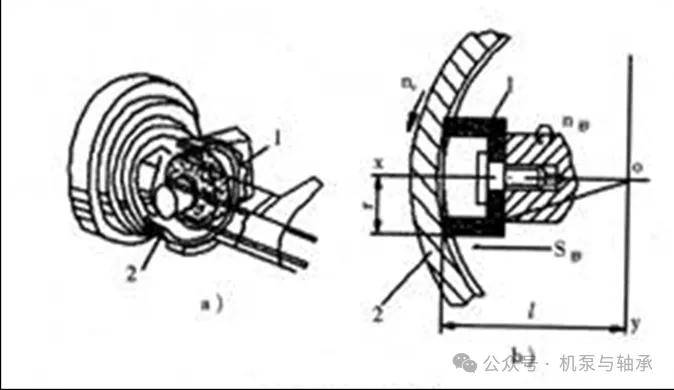
圖3:范成法磨削加工時,砂輪回轉軸線和工件回轉軸線相垂直,進給運動是由砂輪部件實現的。砂輪的外徑大于工件的寬度。這種磨削方式較特殊,是靠碗形砂輪端面斜坡邊緣進行磨削的,而且在工件表面通常有兩條磨削弧形線。這兩條弧線是由砂輪邊緣形成的,他們繞工件軸線回轉一周,就形成具有網狀表面形貌的球面滾道,因此,這種方法獲得良好的表面粗糙度。范成法加工紋路見圖4,紅色箭頭指示處為外圈滾道圓周方向,藍色箭頭處顯示磨削紋路在滾道中心處垂直于圓周方向,在其他位置為交叉紋路。
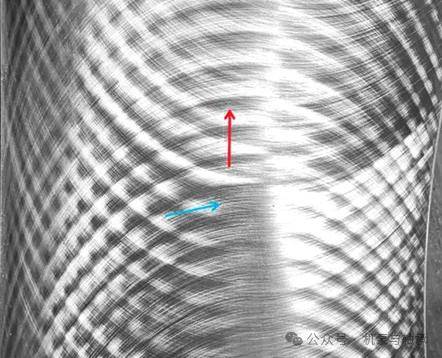
圖4:范成法加工紋路


